





Curtiss-Wright Netherlands
Bedrijfsoverzicht
De Metal Improvement Company (MIC) , volledig behorend tot de Curtiss-Wright Corporation, is gespecialiseerd in shot peening services sinds 1945. MIC heeft steeds het voortouw genomen in deze technologie, bij invoeren van procestechnieken, de installatietechnologie en bij de ontwikkeling van media waardoor het aantal toepassingen aanzienlijk is gestegen. Veel nieuwe industrieen gebruiken shot peening om voor vroegtijdige breuken te voorkomen of om het maximaal potentieel te bereiken dat bij het ontwerp werd voorzien. De zoektocht om dit proces uit te breiden in tot op heden onontgonnen gebieden, zet zich voort in de ontwikkeling van lasershot peening (zie inhoudstafel) We kennen een voortdurende ontwikkeling door het ontleden van het mechanisme en de doelstellingen van het proces en we zijn altijd bereid geweest deze kennis te delen met de betrokken partijen overal ter wereld.
MIC’s huidige kwalificaties overkoepelen vliegtuigbouw, ruimtevaart, automobiel, chemische, marine, landbouwkundige en medische industrieën. Daarenboven beschikken wij over FAA, CAA en ISO 9002 kwalificaties in de betreffende vestigingen.
MIC beschikt over 30 shot peening divisies in de V.S., Canada, Verenigd Koninkrijk, Frankrijk, Duitsland, België en Zweden. Wij kunnen tegemoet komen aan bedrijfseisen via deze divisies of via werfopdrachten wereldwijd. Wij kunnen ook bedrijven lokaal assisteren ( waar ook ter wereld) met werfopstellingen om aan specifieke vereisten te voldoen, wat de kernsterkte is van MIC.
MIC trad toe tot de commerciële warmtebehandelingen in 1979 en hedendaags opereren talrijke warmtebehandelings divisies in de V.S.A. Daarenboven, produceert MIC vingerkleppen in de Bloomfield, Connecticut divisie. Deze precisie kleppen worden gebruikt in hermetisch gesloten compressoren voor koelinstallaties en automobiel compressoren.
Shot Peening Process
 Shot peening is een koud vervormingsproces waarbij het oppervlak wordt gehamerd met kleine ronde media (shot) . Elk kogeltje dat het oppervlak raakt, werkt als een kleine hamertje, die op het oppervlak een kleine inslag veroorzaakt wat ook een dimpel wordt genoemd.. Om deze dimple te creëren moet het oppervlak in spanning getrokken worden. Onder dit oppervlak, probeert het materiaal de oorspronkelijke vorm terug aan te nemen, waarbij onder de inslag een halve sphere wordt gevormd van koudvervormd materiaal met een hoge drukspanning.
Shot peening is een koud vervormingsproces waarbij het oppervlak wordt gehamerd met kleine ronde media (shot) . Elk kogeltje dat het oppervlak raakt, werkt als een kleine hamertje, die op het oppervlak een kleine inslag veroorzaakt wat ook een dimpel wordt genoemd.. Om deze dimple te creëren moet het oppervlak in spanning getrokken worden. Onder dit oppervlak, probeert het materiaal de oorspronkelijke vorm terug aan te nemen, waarbij onder de inslag een halve sphere wordt gevormd van koudvervormd materiaal met een hoge drukspanning.
MIC is verheugd om zijn rijkdom aan kennis en ervaring te delen in shotpeening via onze website zo dat ingenieurs en metallurgisten zich bewust worden van de voordelen die shotpeening kan brengen. MIC engineering specialisten staan ter beschikking om te assisteren in de oplossing die shot peening kan brengen in menig engineering probleem. De MIC divisies gebruiken de nieuwste state-of the-art process mogelijkheden voor het shot peenen van component in diverse vormen, maten en materialen onder gecontroleerde condities.
 Bijna alle vermoeiingss- en spanningsscheurcorrosie breuken ontstaan, aan het oppervlak van het stuk. Verder staat het vast dat scheuren niet zullen initiëren of zich voortzetten in drukspanningszones. Omdat de overlapping van de kogelinslagen een uniforme laag aanbrengen in drukspanning, levert dit proces een aanzienlijke verhoging van levensduur. Drukspanningen verhogen de weerstand tot vermoeiingsbreuken, corrosievermoeiing, spanningsscheur corrosie, waterstofbrosheid, fretting, koudlassen en erosie veroorzaakt door cavitatie. De maximum residuele drukspanning net onder het oppervlak is op zijn minst even groot als de helft van de treksterkte van het geshotpeende materiaal.
Bijna alle vermoeiingss- en spanningsscheurcorrosie breuken ontstaan, aan het oppervlak van het stuk. Verder staat het vast dat scheuren niet zullen initiëren of zich voortzetten in drukspanningszones. Omdat de overlapping van de kogelinslagen een uniforme laag aanbrengen in drukspanning, levert dit proces een aanzienlijke verhoging van levensduur. Drukspanningen verhogen de weerstand tot vermoeiingsbreuken, corrosievermoeiing, spanningsscheur corrosie, waterstofbrosheid, fretting, koudlassen en erosie veroorzaakt door cavitatie. De maximum residuele drukspanning net onder het oppervlak is op zijn minst even groot als de helft van de treksterkte van het geshotpeende materiaal.
Shot peening wordt ook gebruikt om aerodynamische vormgeving te induceren in metalische vleugelplaten (gebruikt in vliegtuigontwerpen). Aanvullende toepassingen waaronder het verharden door koudvervorming om slijtage te voorkomen, dichthameren van porositeiten, verbeteren van de weerstand tegen intergranulaire corrosie, rechten van vervormde stukken, aanbrengen van texturen en testen van de hechtingssterkte van coatings.
Voor meer informatie over MIC en zijn diensten, klik hier.
Metaal vermoeiing
De grafiek hieronder geeft de vermoeiingssterkte weer voor de maximum treksterkte voor gladde en gekerfde specimen. Zonder shotpeening , optimale vermoeiingseigenschappen voor bewerkte stalen componenten, worden verkregen op ongeveer 30 HRc (700 Mpa). Op hoger sterkte/hardheid niveau, verliezen componenten aan vermoeiingssterkte door het verhoogd kerfwerking en brosheid.
 Door toevoeging van drukspanning door shot peening, verhoogt de vermoeiingssterkte proportioneel met de verhoogde sterkte/hardheid. Als voorbeeld, bij een materiaalhardheid van 52 HRc (1240 Mpa), is de vermoeingsterkte na shotpeening 144 ksi (988 Mpa), meer dan het dubbel van een glad specimen zonder shot peening.
Door toevoeging van drukspanning door shot peening, verhoogt de vermoeiingssterkte proportioneel met de verhoogde sterkte/hardheid. Als voorbeeld, bij een materiaalhardheid van 52 HRc (1240 Mpa), is de vermoeingsterkte na shotpeening 144 ksi (988 Mpa), meer dan het dubbel van een glad specimen zonder shot peening.
Vergelijk van gepeende en ongepeende grenzen van een glad en gekerfd specimen, in fucntie van de treksterkte van staal
Machine proces en hun effect op de levensduur.
Machine processen zijn gekend voor hun beduidend effect op de vermoeiingseigenschappen van componenten. Deze effecten kunnen negatief of positief zijn en zijn onderverdeel hieronder
Negatief |
Positief |
| Harden | Carburiseren |
| Slijpen | Honen |
| Verspanen | Polieren |
| Coaten | Ontbramen |
| Lassen | Walsen |
| Vonk en electrochemisch verspanen | Shot Peening |
Aan negatieve zijde, slijpen, verspanen en lassen induceren trekspanningen in het oppervlak als bronnen voor vermoeiingsscheuren. Harden, coaten en vonkverspenen laten een hard bros oppervlak na en chemisch verspanen kan de oppervlakte korrelgrenzen beschadigen of verzwakken.
Aan positieve zijde dragen alle processen ertoe bij tot de verbetering van de vermoeiingslevensduur door het induceren van drukspanningen. Shot peening is de meest veelzijdige techniek daar het de hoogste hoeveelheid drukspanningen kan induceren op het meest diverse gamma van materialen en configuraties.
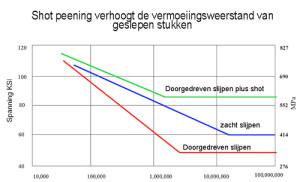
De grafiek hieronder geeft de “SN” ( spanning tegenover aantal cycles) curve weer voor diverse slijpbewerkingen. De basislijn is voor zacht geslepen specimens en geeft een vermoeiingssterkte van 60.000psi. De “doorgedreven slijpen” curve ligt net daaronder en stelt een proces voor met snellere verspaningssnelheden en hoger aanzetten. Hierdoor worden hogere trekspanningen gegenereerd, opnieuw bronnen voor mogelijke vermoeiingsscheuren. Zoals voorgesteld, de vermoeiingssterkte daalt dan tot 45.000 psi. De laatste grafiek stelt de vermoeiingscurve voor bij een identiek proces als het laatste maar met toevoeging van shot peening. We bemerken dat de vermoeiingscurve de basiscurve beduidend overstijgt met een vermoeiingssterkte van 80.000 psi. . De geinduceerde drukspanningen hebben de trekspanning door slijpen beduidend geëlimineerd.
Er bestaan verschillende manieren om deze voordelen te bekijken. Om te beginnen, shot peening laat een hoger spanningsniveau toe om de zelfde vermoeiingslevensduur van een component te bekomen. Ten tweede, indien het spanningsniveau ongewijzigd blijft, zal shot peening de levensduur beduidend verhogen en ten derde maakt shot peening het toelaatbaar te kiezen uit een groter aantal machine operaties, door de drukspanningslaag aan het oppervlak.
Spanningsscheur corrosie

Spanningsscheur corrosie (SCC), is een zeer snel breuk mechanisme in metalen dat veroorzaakt wordt door de gelijktijdige interactie van een corrosieve omgeving en een toelaatbare trekspanning. . Structurele breuken, veroorzaakt door SCC zijn vaak onverwacht, het kan reeds op enkel uren na blootstelling optreden, of na maanden of zelfs na jaren van dienst. Vaak wordt SCC waargenomen op plaatsen waar geen enkele andere vorm van corrosieve aantasting bestaat. Virtueel zijn alle legeringen onderhevig aan SCC door een specifieke corrosieve omgeving in specifieke omstandigheden
De trekspanningen nodig voor SCC zijn statisch en zij kunnen zowel residueel als toegepast zijn (zie tabel hieronder). Progressieve scheurvorming, ontstaan door cyclische spanningen in een corrosieve omgeving heet ” corrosie-vermoeiing”. De binding tussen SCC en corrosievermoeiing is soms heel vaag, desalniettemin , omdat de omgevingen waaruit ze ontstaan heel verschillend zijn, worden ze beiden als totaal verschillende scheurmechanismen beschouwd. Residuele drukspanningen, zoals die geinduceerd in de oppervlaktelagen van een geshotpeened oppervlak kunnen aangewend worden om beide phenomenen te voorkomen of uit te stellen.
Spanningbronnen voor SCC
Residueel |
Toegepast |
| -Lassen | -Thermische uitzetting |
| -Afschuiven, ponsen en snijden | -Thermische cycli, schrikken |
| -Buigen, krimpen en klinken | -Vibraties |
| -Verspanen (frezen, boren) | -Rotaties |
| -Warmtebehandelingen | -Bouten |
| -EDM, Laser of draadsnijden | -Druk |
| -Slijpen | -Dood gewicht |
Van primordiaal belang is het feit dat het induceren van residuele drukspanningen in het metaaloppervlak door shotpeening, een effectief middel is tegen SCC, geen rekening houdend met het dominant SSC mechanisme, het constructiemateriaal of de corrosieve omgeving. Dit wordt geillustreerd in de SCC driehoek. Indien één van de benen wordt verbroken, zoals door de afwezigheid van trekspanningen aan het oppervlak door shot peening, zal SCC niet optreden.
Intergranulaire Corrosie
Microscopische fotos van gepeend en ongepeend roestvrij staal 304 oppervlak ( ontlaten op 1200F gedurende 1uur en getest op intergranulaire corrosie in NH3-HF, peening met ceramische shot)
Atomic International ontdekte dat intergranulaire corrosie in austenitisch roestvrij staal kan vermeden worden door shot peening voor het ontlaten in te voeren. Shot peening,moet door doorgedreven koudvervorming, de korrels en korrelsgrenzen breken waardoor bij ontlaten, de carbides kunnen precipiteren in de verschillende open plaatsen ( zoals dislocaties en schuifvlakken) die gevormd worden door de korrels, beter dan langs de korrelgrenzen die leiden tot intergranulaire corrosie in een corrosief medium.
inks, gepeend ~~ recht, ongepeend
MIC heeft tal van technische toepassingsrapporten gepubliceerd die op aanvraag beschikbaar zijn. Contacteer ons voor meer informatie.